全國統(tǒng)一學(xué)習(xí)專線 8:30-21:00
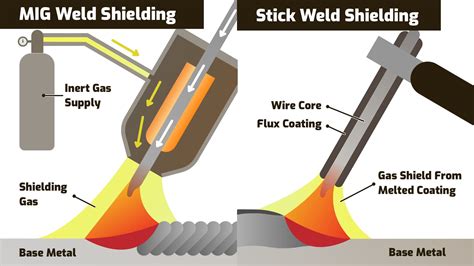
焊接技術(shù)是現(xiàn)代制造業(yè)中不可或缺的一部分,它涉及到材料的連接與修復(fù)。全氬弧焊(TIG Welding)和氬電聯(lián)焊(MIG Welding)是兩種在工業(yè)上常用的焊接方法。盡管它們都使用氬氣作為保護(hù)氣體,但在操作方式、應(yīng)用領(lǐng)域和焊接效果上存在顯著差異。
全氬弧焊,又稱為鎢極氣體保護(hù)焊接(Tungsten Inert Gas Welding),它使用不熔化的鎢電極來產(chǎn)生電弧,電弧的熱量使得金屬熔化形成焊縫。全氬弧焊的特點(diǎn)是焊接過程中不產(chǎn)生焊渣,焊縫成型美觀,適用于對焊接質(zhì)量要求較高的場合。
備的焊工")
氬電聯(lián)焊,也稱為金屬惰性氣體保護(hù)焊接(Metal Inert Gas Welding),它使用連續(xù)送入的金屬絲作為填充材料和電極。氬電聯(lián)焊的優(yōu)勢在于焊接速度快,生產(chǎn)效率高,適合于長時(shí)間的連續(xù)焊接作業(yè)。
焊過程中的實(shí)際操作")
接下來,我們來詳細(xì)對比全氬弧焊和氬電聯(lián)焊的區(qū)別:
1. 電極材料不同:全氬弧焊使用的是不熔化的鎢電極,而氬電聯(lián)焊使用的是作為填充材料的金屬絲電極。
2. 操作復(fù)雜度:全氬弧焊操作相對復(fù)雜,需要較高的技術(shù)水平,而氬電聯(lián)焊則更加簡單易學(xué)。
3. 焊接速度:氬電聯(lián)焊的焊接速度通常比全氬弧焊快,這使得氬電聯(lián)焊更適合工業(yè)生產(chǎn)。
4. 應(yīng)用范圍:全氬弧焊適用于薄板和小部件的精密焊接,氬電聯(lián)焊則更適合于厚板和大型結(jié)構(gòu)的快速焊接。
5. 焊接質(zhì)量:全氬弧焊焊縫質(zhì)量高,無焊渣,適合要求高的焊接;氬電聯(lián)焊雖然速度快,但焊縫可能會(huì)有飛濺。
焊焊縫對比")
總結(jié)來說,全氬弧焊和氬電聯(lián)焊各有優(yōu)勢,選擇哪種焊接技術(shù)應(yīng)根據(jù)具體的工作要求和條件來決定。了解這兩種焊接方法的區(qū)別,可以幫助學(xué)員和家長更好地理解焊接技術(shù),從而做出更合適的選擇。